- Domov
- O vrtečih instrumentih
O vrtečih instrumentih
Elegantna uporaba vrtečih instrumentov
Zamah samuraja, ki elegantno z enim zamahom preseka bambus je videti zelo enostaven - v resnici pa gre za zelo zahteven gib, pri katerem gre za harmonično delovanje uporabnika in orodja. Če želimo, da sveder dobro reže moramo poskrbeti, da so vsi elementi dela z vrtečimi instrumenti v harmoniji:

Lastnosti dobrega svedra
Eleganca Vam prihrani čas. Z uporabo dobrih svedrov dosegate boljše rezultate: hitrejše delo z manj truda. Kako prepoznati dober sveder? Naj ne bo cena Vaše edino merilo pri izbiri - drag sveder ni nujno najboljši, najcenejši pa ne nujno najslabši. Vedno se odločajte na podlagi lastnih izkušenj, pri izbiri dobrih svedrov pa Vam je lahko v pomoč naslednji seznam kontrolnih točk:
- Visoko polirana površina stebla: varuje pred poškodovanjem vpenjalnih klešč turbine.
- Zaokrožen vpenjalni del (konec stebla): olajša vpenjanje in varuje pred poškodbami vpenjalnih klešč turbine.
- Premer stebla: po ISO standardu mora biti premer 1,600 mm z največjim dovoljenim odstopanjem +-0,010mm. Natančnost izdelave zagotavlja optimalen oprijem in preprečuje neželena nihanja ali opletanja.
- 100% centričnost: zagotavlja enakomerno vrtenje, brez neželenih nihanj. Necentriran sveder lahko resno poškuduje turbino.
- Enakomerna diamantna matrika (odmik med zrnci): pri diamantnih svedrih je osnova za dober brusni efekt. Neenakomerni odmiki med zrnci povzročijo neenakomerno in slabše brušenje.
- Enodelna sestava: pri karbidnih svedrih so najboljši svedri narejeni iz enega kosa volfram-karbidnega materiala. So znak kvalitetnega svedra, saj jih je težko proizvesti.
- Kvaliteten spoj pri dvodelni sestavi: pri dvodelnih karbidnih svedrih je pomembno kje je spoj in kako je narejen. Kvaliteten spoj je centrično varjen, kar zmanjša vibracije in možnost loma. Pri manj kvalitetnih svedrih je spoj lotan, le ta pa ima mnogo slabše mehanske lastnosti kot varjeni spoj.
- Označena priporočena hitrost: na embalaži svedra mora biti označena priporočena hitrost svedra.
DOBRO JE VEDETI S kakovostnimi svedri občutno zmanjšamo možnost poškodb vpenjalnih klešč in rotorja turbin. Pri izbiri svedrov naj Vam bo kvaliteta edino merilo. Z majhnimi prihranki lahko naredite veliko škodo.
TEHNIČNI NASVET Proizvajalci svedrov imajo za skoraj vsak tip preparacije svojo obliko svedra. Priporočamo uporabo zaokroženih instrumentov, s katerimi zmanjšate možnost lomov obdelovanca in nato uspešneje zapolnete takšne površine. Razporeditev notranjih sil materiala je pri robovih z večjim radijem bolj optimalna, kot pri bolj ostrih robovih.
Diamantni ali kovinski sveder?
Vrteči instrumenti se razlikujejo po veliko lastnostih, v grobem pa se delijo na diamantne in kovinske svedre. Vsak ima svoje prednosti in slabosti:
Tabela primerjave diamantnih in kovinskih svedrov
| Diamant | Karbid | |
|---|---|---|
| geometrija |


|


|
| način obdelave | brušenje | rezanje |
| temperatura obdelave | toplo | hladno |
| odnašanje materiala | slabše | boljše |
| trdota | večja | manjša |
| obstojnost | večja | manjša |
| razno |
|
|
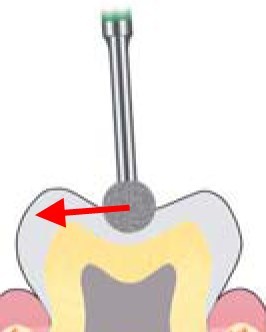
TEHNIČNI NASVET Na podlagi te primerjave se priporoča karbidne svedre za uporabo v dentinu in blizu pulpe, saj povzročajo manj segrevanja, ki lahko pulpo poškoduje. Diamantne svedre se priporoča za sklenino.
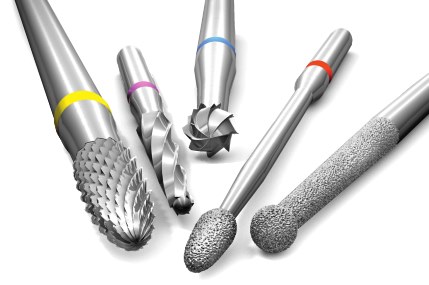
Oblike, velikosti in grobosti
Proizvajalci ponujajo veliko različnih oblik in velikosti svedrov, z različnimi grobostmi in drugimi posebnostmi. Vsak proizvajalec ima svoj način označevanja svedrov (šifro), vsi pa imajo tudi ISO oznako (DIN EN ISO 6360-1) s pomočjo katere lahko iščemo in primerjamo svedre različnih proizvajalcev. ISO oznako sestavljajo štiri skupine številk:

- Material delovnega dela (ISO 6360-1):
- 500 = volframov karbid (nem. Hartmetall oz. angl. Tungsten Carbide)
- 506 = volframov karbid s titan nitridno prevleko
- 806 = diamant z galvansko kovinsko vezjo
- 807 = diamant s sintrano kovinsko vezjo
- 808 = diamant s silikonsko vezjo
- Tip stebla in skupna dolžina:
- 314 = FG steblo, dolžina 19 mm, premer stebla 1.60 mm
- 204 = RA steblo, dolžina 22 mm, premer stebla 2.35 mm
- 205 = RAL steblo, dolžina 26 mm, premer stebla 2.35 mm
- 206 = RAXL steblo, dolžina 34 mm, premer stebla 2.35 mm
- Oblika (ISO 6360-2) in grobost/rezila (ISO 7711-3): npr. 141 = Round End Cylinder in 524 = srednja grobost (M)
- Nominalna velikost (ISO 2157): meri se največji premer delovnega dela. Npr. 018 = 1.8 mm
* Navedene so najbolj pogoste ISO oznake. Celotno tabelo oznak in podrobne opise lahko najdete v katalogu NTI.
Izbira hitrosti
Za izbrani vrteči instrument je treba izbrati pravilno hitrost vrtenja, ki je odvisna od tipa, velikosti in grobosti instrumenta. Pri kvalitetnih svedrih je priporočena hitrost navedena na embalaži svedra. V spodnjih tabelah so priporočene in maksimalne hitrosti za najbolj razširjenje diamantne in karbidne svedre. Veliko bolj podrobna tabela hitrosti se nahaja na zadnjih straneh kataloga NTI.
POZOR! Prevelike hitrosti svedrov lahko ogrozijo vitalnost pulpe. Enako se lahko zgodi tudi, če je premalo vodnega spreja.
Tabela hitrosti za diamantne svedre
| Hitrost [rpm] | |||
|---|---|---|---|
| Grobost | Velikost [ISO] | priporočena | maksimalna |
| SC C M |
007–010 | 100.000–220.000 | 450.000 |
| 012–015 | 70.000–220.000 | 450.000 | |
| 016–019 | 55.000–160.000 | 450.000 | |
| 020–024 | 40.000–120.000 | 300.000 | |
| 025–027 | 35.000–110.000 | 160.000 | |
| 029–031 | 30.000–95.000 | 140.000 | |
| 033–040 | 25.000–75.000 | 120.000 | |
| 042–050 | 15.000–60.000 | 95.000 | |
| F | 10.000–20.000 | 40.000 | |
| SF | 8.000–15.000 | 30.000 | |
| UF | 5.000–10.000 | 20.000 | |
Tabela hitrosti za NTI karbidne svedre:
| Hitrost [rpm] | |||
|---|---|---|---|
| Tip | Vpetje | priporočena | maksimalna |
| H1 | RA | 4.000–40.000 | 40.000 |
| H1S | RA | 8.000–10.000 | 40.000 |
| H1SX | RA | 8.000–10.000 | 40.000 |
| H1SXN | RA | 8.000–10.000 | 40.000 |
Bočni pritisk
Največji bočni pritisk pri uporabi svedra naj bo med 0,3 in 2,0 N, odvisno od tipa preparacije.
POZOR! Če ugotovite, da morate uporabiti večji bočni pritisk za doseganje brusnega efekta, je nekaj narobe. Nemudoma ustavite delo in preverite instrumente - obstaja povečana nevarnost zloma.
TEHNIČNI NASVET Bočni pritisk lahko sami preverite na digitalni kuhinjski tehtnici, tako da s prstom ali instrumentom pritiskate na tehtnico in preverjate prikazano težo. Sila 0,3 do 2,0 N ustreza prikazani teži 30 do 200 gramov.
Pregledovanje
Vrteče instrumente redno preglejujte. Delo s poškodovanimi svedri povzroči večjo škodo, kot morebitni prihranek pri količini porabljenih svedrov. Pri delu s poškodovanimi svedri prihaja do neželenih tresljajev, zaradi česar lahko dobite teniški komolec in pokvarite nasadni instrument. Poškodovane svedre takoj zavrzite, ker z njimi pri delu porabljate preveč časa in energije ter posledično denarja.
Preglejte steblo svedra: pozorni bodite na odrgnine in poškodbe površine.
Preglejte diamantno matriko ali rezila: pozorni bodite na izpad diamantnih zrnc, ki povzroča trenje in s tem pregreva obdelovanec, zmanjša efekt brušenja in zahteva večji bočni pritisk.
Preverite centričnost: na ravni površini svedre povaljajte s prstom. Pozorni bodite na neenakomerno gibanje.


